Peugeot 308: Remplacement : Plancher arrière
IMPERATIF : Avant toute intervention sur la structure d’un véhicule équipé d’une batterie de traction, le véhicule doit être mis hors tension.
IMPERATIF : Respecter les consignes de sécurité et de propreté
 .
.
IMPERATIF : Respecter les précautions à prendre pour les éléments pyrotechniques
 .
.
IMPERATIF : Tout personnel intervenant sur un véhicule équipé de batteries de traction doit avoir reçu une formation spécifique aux véhicules électriques et être habilité à intervenir sur ces véhicules (respecter la réglementation en vigueur dans le pays concerné).
ATTENTION : Toutes les surfaces décapées doivent être protégées par le procédé de rezingage électrolytique homologué .
ATTENTION : Le nombre de points ou de cordons de soudure nécessaire à l’assemblage d’une pièce neuve doit être identique au nombre de points ou de cordons de soudure fixant la pièce d’origine.
1. Information
Types de points ou de cordons de soudure par procédé arc électrique :
- Soudo-brasage MIG avec métal d’apport en cupro-aluminium employé avec un gaz inerte
- Soudage MAG avec métal d’apport en acier et employé avec gaz actif
Désignation des tôles haute résistance :
- HLE : Acier à haute limite élastique
- THLE : Acier à très haute limite élastique
- UHLE : Acier à ultra haute limite élastique
NOTA : Utiliser les produits recommandés par le constructeur
 .
.
2. Outillage
Matériel :
- Perceuse à col de cygne pour découper les points électriques
- Pistolet thermique
| Outil | Référence | Désignation |
| [1366-ZZ] | Coffret d’outillage pour essais points de soudure électrique |
| [1366] | Éprouvettes pour essai des points de soudure électrique |
| [1126] | Coffret de forets de dépointage |
3. Opérations préliminaires
IMPERATIF : Mettre hors service les systèmes pyrotechniques
 .
.
ATTENTION : Réaliser les opérations à effectuer avant un débranchement de la batterie de servitude
 .
.
ATTENTION : Dans le cas d’un véhicule avec 2 batteries, réaliser les opérations spécifiques pour la déconnexion et la reconnexion des batteries de servitude.
Débrancher la ou les batteries de servitude.
ATTENTION : Déposer ou protéger les éléments qui se trouvent dans la zone de réparation et qui peuvent être endommagés par la chaleur ou la poussière.
Déposer :
- La banquette arrière
- Les garnitures intérieures
- Le réservoir à carburant
Dégager les faisceaux électriques.
Remplacer :
- La traverse de train arrière
- La fermeture de traverse de train arrière
- L’embout de traverse train arrière
- Les liaisons plancher arrière / passage de roue arrière
- Le longeronnet supérieur avant
- Liaison planche à talon /Longeronnet inférieur avant
4. Localisation pièce de rechange
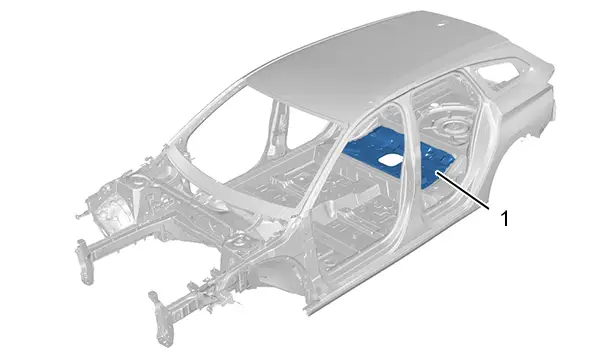
| Repère | Désignation |
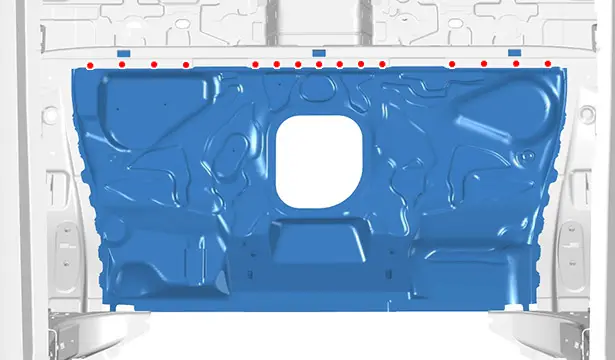
| (1) | Plancher arrière assemblé |
5. Identification de la pièce de rechange
5.1. Composition : Plancher arrière assemblé
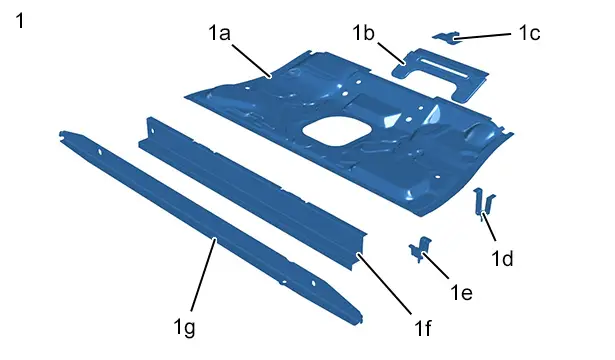
| Repère | Désignation | Épaisseur | Nature / classification |
| (1) | Plancher arrière assemblé | - | - |
| (1a) | Plancher arrière | 0,95 mm | THLE |
| (1b) | Support articulation assises arrière | 1,90 mm | HLE |
| (1c) | Renfort support | 1,30 mm | THLE |
| (1d) | Support arrière gauche de réservoir à carburant | 2,20 mm | THLE |
| (1e) | Support avant gauche du réservoir à carburant | 1,95 mm | THLE |
| (1f) | Traverse de plancher à talon | 0,85 mm | THLE |
| (1g) | Renfort de plancher à talon | 1,30 mm | UHLE |
5.2. Identification des pièces adjacentes à la pièce de rechange
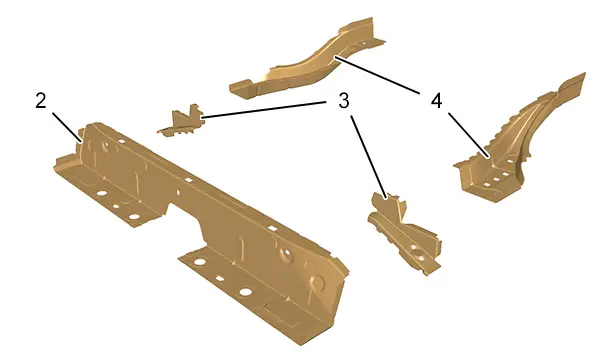
| Repère | Désignation | Épaisseur | Nature / classification |
| (2) | Plancher à talon | 0,65 mm | THLE |
| (3) | Liaison plancher talon longeron intérieure | 1,75 mm | HLE |
| (4) | Longeronnet inférieur avant | 2,50 mm | HLE |
ATTENTION : Tenir compte de la différence d’épaisseur des pièces pour le réglage du poste de soudure.
6. Préparation pièce de rechange
ATTENTION : Lors du nettoyage des bords d’accostage, utiliser uniquement des roues de décapage pour ne pas détériorer la protection anticorrosion.
Tracer puis percer au diamètre 7 mm pour soudage ultérieur par points bouchons.
Préparer les bords d’accostage et les protéger par un apprêt soudable (indice "C7").
NOTA : Appliquer l’apprêt soudable sur les faces internes des tôles à souder.
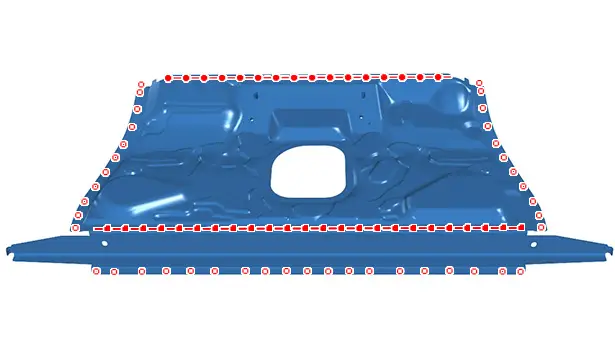
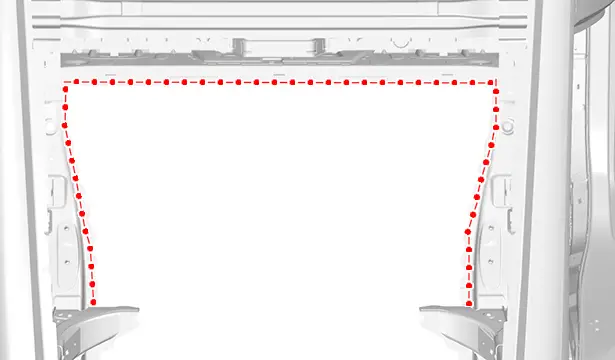
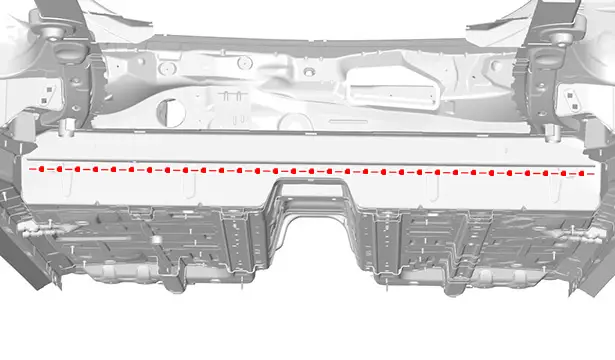
7. Découpage de la pièce sur la caisse
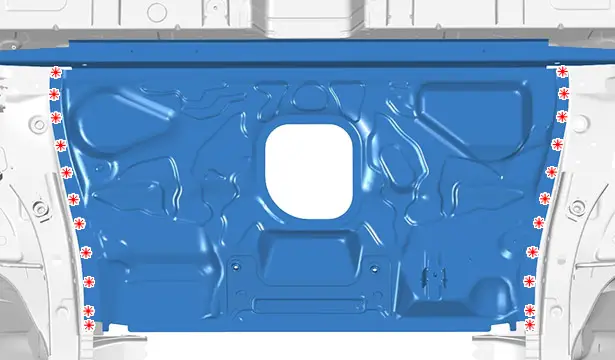
Découper les points .
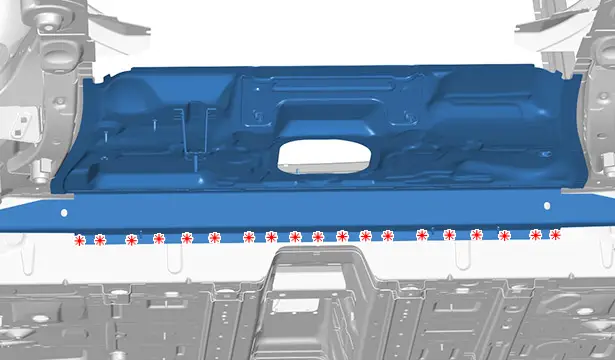
Découper les points .
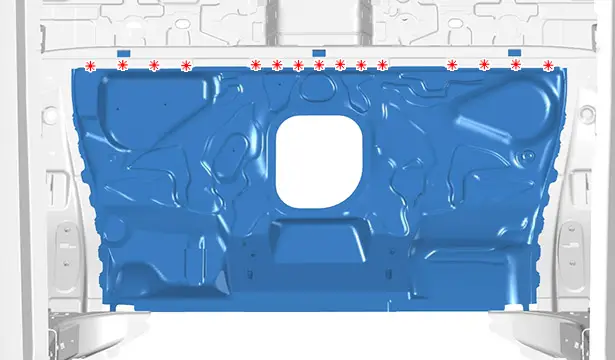
Découper les points .
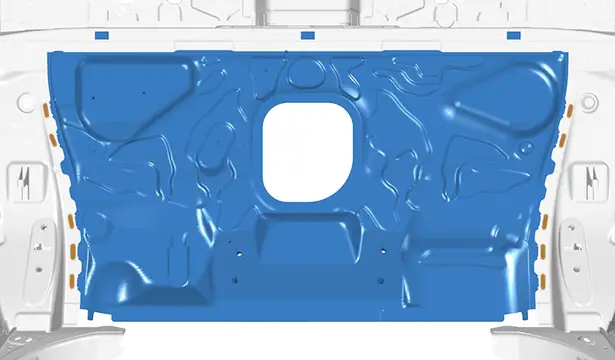
Décoller le plancher arrière au niveau des cordons de colle structurale ; À l’aide d’un pistolet à air chaud.
Déposer le plancher arrière.
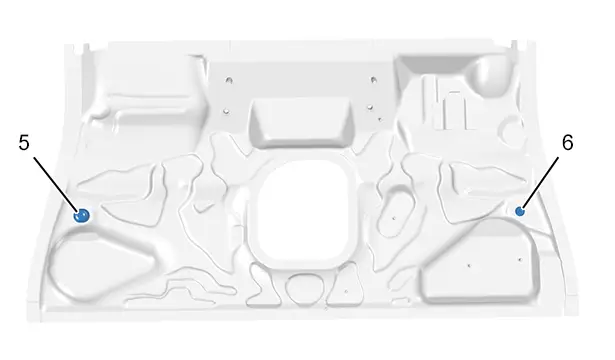
Déclipper l’obturateur (5), (6).
NOTA : Ne pas détériorer l’obturateur (5), (6) lors de la dépose.
8. Nettoyage et préparation de la caisse
Préparer les bords d’accostage et les protéger par un apprêt soudable (indice "C7").
Préparer les bords d’accostage et les protéger par un apprêt soudable (indice "C7").
NOTA : Appliquer l’apprêt soudable sur les faces internes des tôles à souder.

Appliquer une colle structurale indice "B3".
9. Ajustage
Positionner :
- Le plancher arrière assemblé
- Les éléments permettant l’ajustage
Maintenir la pièce en position.
10. Soudage
ATTENTION : Régler le poste de soudure.
Réglage du poste de soudure :
- Essais points de soudure électrique ; À l’aide de l’outil [1366-ZZ]
- Éprouvettes pour essai des points de soudure électrique ; À l’aide de l’outil [1366]
ATTENTION : Le nombre de points ou de cordons de soudure nécessaire à l’assemblage d’une pièce neuve doit être identique au nombre de points ou de cordons de soudure fixant la pièce d’origine.
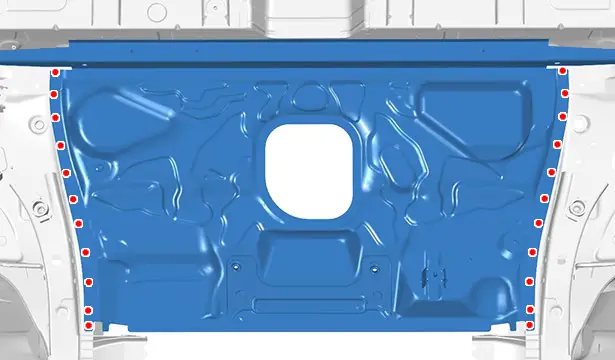
Souder par points bouchons MAG.
Meuler les points bouchons MAG.
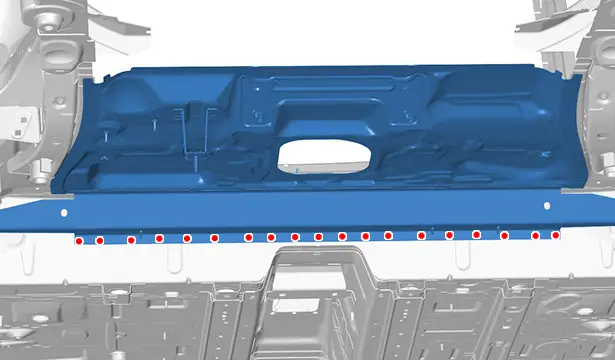
Souder par points bouchons MAG.
Meuler les points bouchons MAG.
Souder par points bouchons MAG.
Meuler les points bouchons MAG.
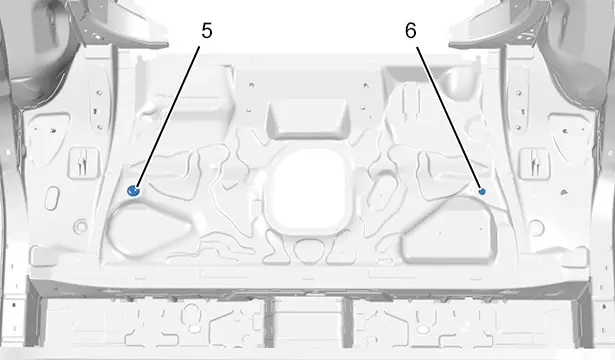
Clipper l’obturateur (5), (6).
11. Étanchéité protection
Appliquer :
- Une couche d’impression phosphatante sur les zones mises à nu
- Un mastic d’étanchéité (indice "A1")
- Une protection antigravillonnage (indice "C4")
Mise en peinture, puis pulvérisation dans les corps creux du produit indice "C5" dans la zone de réparation.
12. Opérations complémentaires
Reposer les faisceaux électriques et les éléments déposés.
13. Réinitialisation
IMPERATIF : Mettre en service les systèmes pyrotechniques
 .
.
Remettre le véhicule sous tension.
ATTENTION : Réaliser les opérations à effectuer après un rebranchement de la batterie de servitude
 .
.
ATTENTION : Dans le cas d’un véhicule avec 2 batteries, réaliser les opérations spécifiques pour la déconnexion et la reconnexion des batteries de servitude.
Rebrancher la ou les batteries de servitude.

Peugeot 308 (P5) 2021-2026 Revue Technique
Pages actuelles
Au milieu de notre parcours, apparurent nos créations, fruit de notre inspiration divine, dans ce monde enchanteur.
